











")
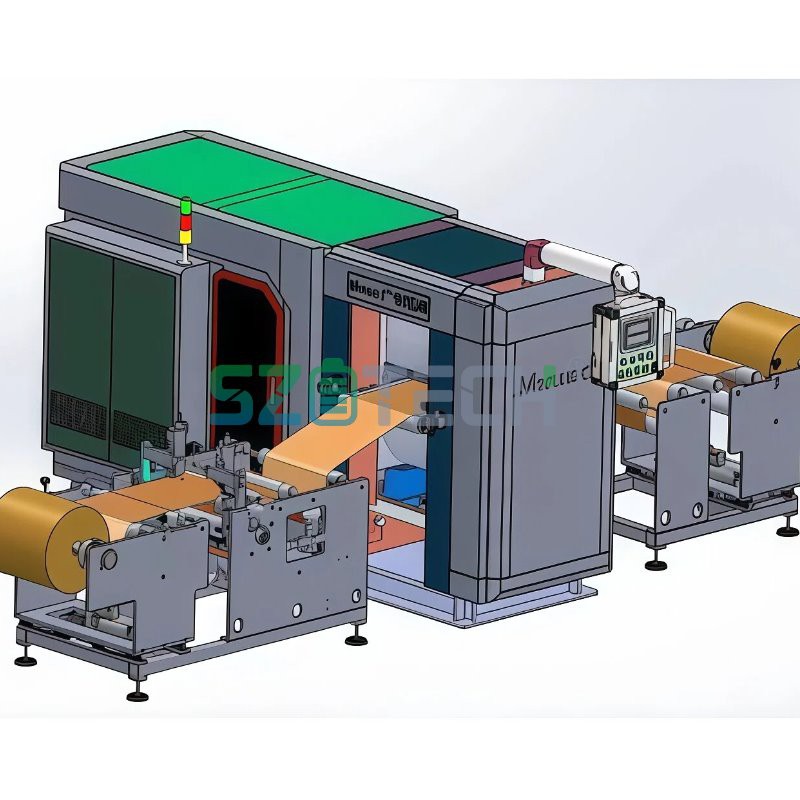
Optimera tína battaríelektroduframleiðslu við elektrodukalendaramaskinuni, sum er gjørd til nágreiniliga komprimering av litium-ion battaríelektrodum. Hesin há-virkni kalendarin hevur dupultar upphitingarrullar (Φ400mm × 450mm), sum eru førar fyri at røkka hita upp til 150 stig , og tryggja yvirskipaðan tættleika og einsháttan fyri báðar katodurnar (LFP, NCM, LCO) og anodurnar (grafit, silikon}kol{6). Við einum hámarkslinjutrýsti uppá 200 tons og rulluferð upp til 12 m/min, fær hon eitt tjúkdartoleransu uppá Minni enn ella javnbjóðis ±2μm. Integrerað kantskurður, sjálvvirkandi spenningsstýring og rulluturkiskipanir minka um brek og økja um avkastið. Hendan maskinan er perfekt til framleiðslu av elektrodum við stórum rúmd í EV og ESS forritum og bjóðar álítandi, sjálvvirkandi rakstur við PLC stýring og touch-skermgrunni.
Vís tilvísingarkort
- Mylluhædd :1670mm
- Hædd á el-kassa :1200mm
- Rekkihædd :1060mm
- Móttøkurekkihædd :930mm
- Hitaboksshædd :680mm

Útgerðargongdarstreymur
Avvikling → fóðringarpallur → rættingarskipan → spenningsstýringsskipan → kantskurðartól → puffertól → hitatól → rullupressa → rullustrikingartól (bert negativ elektroda) → puffertól → feeding ten → snúningur
Innkomandi tilfarsparametrar
|
Nei |
Lutur |
Tøkniligur parametur |
|
1. |
Galdandi tilfarsskipan |
Katoda: litiumjarnfosfat, litiumkobolt, litiummanganat og tríkynt tilfar Anoda: grafit, silikonkol o.s.fr. |
|
2. |
Innkomandi tilfarslagningsháttur |
Tvørgangandi avbjóðandi, samfeld fleirfalt zebra-húðing, samfeld klæðing o.s.fr. |
|
3. |
Innkomandi forskrift |
1) Undirlagstjúkd: alufolie 10 ~ 35μm, koparfolie 6 ~ 25μm 2) Póltjúkd: 100-300μm 3) Tilfarsspolutvørmál: Maks.φ500mm 4) Rulluvekt: Hægst.300kg 5) Póltjúkdarfeilur: Minni enn ella javnur við ±2μm Tunnuspesifikatión: Innari diametur 3 tummar, longd Minni enn ella javnbjóðis 650mm |
|
4. |
Útflutningsvøruspesifikatión |
1) Tjúkdarfeilur á elektroduplátu eftir trýst: Minni enn ella javnur við ±2μm (fjerna óvanlig øki á høvdi og hala og kanti) 2) Tilfarsspolutvørmál: Maks.φ500mm 3) Rulluvekt: Maks.300kg 4)Vindakantfrávik: Minni enn ella javnbjóðis ±0,4mm |
Útgerðartøknivísital
|
Nei |
Lutur |
Tøkni parametur |
|
1. |
Rullustødd |
Φ400mm×450mm (rulluflatatvørmál × rulluflatabreidd) Effektiv rullubreidd 420mm |
|
2. |
Linjuplássvídd |
Uml. Lengd 4660mm× breidd 2680mm×hædd 1800mm (uttan rullufjerningsreserve) |
|
3. |
Stødd á rullupressu |
Uml. Lengd 2680mm x breidd 780mm x hædd 1800mm |
|
4. |
Tóllitur |
Veitara standard litur ella ávísur litur. |
|
5. |
Vekt á einum tóli . |
Samlaða vektin á framleiðslulinjuni: umleið 5T, vektin á rullupressuni er umleið 4T |
|
6. |
Last-berandi krav |
Rulluparturin krevur, at jørðbyrðan skal vera Størri enn ella javnbjóðis 3t/m2, og bakplátan er sett niðast á útgerðini |
|
7. |
Lufttrýst |
0,5Mpa ~ 0,7Mpa (olju- og vatnfjerning), streymstyrki :0,04M3/min |
|
8. |
Umhvørviskrav |
Hitastig 0 til +45 stig C Relativ væta: Minni enn ella javnur við 50% |
|
9. |
Streymkrøv |
380V, 50Hz trýfasa fimm tráðskipan |
|
10. |
Heil linjuorka |
Effekt 10KW |
|
11. |
Rullandi framleiðsluferð |
Í mesta lagi 12 m/min |
|
12. |
Trýst millum tvær rullur . |
Hægst 200T |
|
13. |
Staðfesting |
Størri enn ella javnbjóðis 99% (uttan ringt innkomandi tilfar, streymveitingar, gassveitingar og onnur ávirkandi viðurskifti) |
|
14. |
Útgerðarbilur |
Minni enn ella javnbjóðis 1% (Einans feilir orsakað av útgerð verða roknaðir) |
Útgerðaruppseting
|
Nei |
Navn |
Uppseting/sett |
Viðmerking |
|
1. |
Avsnúningsmekanisme |
Eitt sett |
|
|
2. |
Rullupressa |
Eitt sett |
|
|
3. |
Vindingarmekanisme |
Eitt sett |
|
|
4. |
Stýrisskipan |
Eitt sett |
|
|
5. |
Hitatólið |
Eitt sett |
Vindingarmekanisme
|
Nei |
Lutur |
Tøkniligur parametur |
|
1. |
Funktiónsyvirlit |
Avsnúningsmaskinan verður brúkt til at standa fyri spoluni, sum skal rullast, og at flyta hana til mylluna til at rulla . |
|
2. |
Bygnaðarligur formur |
Samlað 45 # síðupanelkonstruktión, tjúkt 30mm, kromplátað yvirflata |
|
3. |
Lastingar- og losingarháttur . |
Manuel lasting og lossing . |
|
4. |
Avslappandi stuðul |
Uppblásilig 3-tumma uppblásilig aksel, útgjørd við uppblásiligum byrsu, báðir endar á trygdarklemmustuðlinum |
|
5. |
yvirrulla |
Aluminiumslegering valsað, yvirflatuoxideringsviðgerð HV700 |
|
6. |
Móttøkupallur |
1) Dupult trýststangur, ein skriving-spor, manuellur fóðringarpallur; 2) Virksemi: Hon verður nýtt til spjaðing, tá ið stongplátan verður brotin ella skift út undir rullgongdini fyri at minka um burturkastið av stongplátuni; 3) Samanseting: herundir spjaðsplátu, trýststangur, sylindar, leiðararulla og aðrar partar av avsviklamaskinutólinum sum eitt; Stýring: Sylindarin verður stýrdur av elektromagnetiska pneumatiska ventilin til at spenna og loysa stongplátuna |
|
7. |
Fráviksrættingarskipan |
Infrareyð ljóselektrisk rætting, stýringsneyvleiki Minni enn ella javnbjóðis ± 0,1mm |
|
8. |
Spenningsstýringarskipan |
1) Spenningsstillingsøki: 0 ~ 200N 2) Spenningsstýringarneyvleiki: Minni enn ella javnur við ±5N (støðugur rakstur av útgerðini) |
|
9. |
Klippitól |
1) Funktión: Tað verður brúkt til at skera báðar síðurnar av elektroduspoluni áðrenn rullað verður, minka um stólpablaðfaldið orsakað av ósamsvarandi rullulongd, og minka um skrotprosentið orsakað av stólpabrotinum; 2) Skeritólformur: ovara skerjiblað manuelt fóður, knívur, vinstri og høgri skerjiknív stýring; 3) Skerjibreidd: 300 mm ~ 420mm, kann fremjast einkult, dupult skurður; Skeriferð (max) : 50 um/min; |
|
10. |
Buffertól |
1) Funktión: minka um jitter á stongplátuni í rulltilgongdini fyri at forða fyri brotnum bandi 2) Samanseting: fast leiðslurulla, rullandi leiðslurulla, linjurætt leiðsluskina, fastur stuðul, íroknað vibratiónsminking framman og aftan tveir partar Meginregla: Stongplátan gjøgnum rullandi leiðararulluna, fyri at minka um stongpláturistin, fyri at forða fyri stongbrotbeltisendamálinum |
|
11. |
Koyriháttur |
Passiv avslapp |
|
12. |
Stýrisskipan |
Stilla funktiónsrakstrarknappið |
Rullupressa
|
Nei |
Lutur |
Tøkniligur parametur |
|
1. |
Andlitsbragd |
1) Ger stongplátuna undir rullingini av rulluni, fá stongplátuna at røkka hóskandi tættleika, og røkka stongplátutjúkdarkrøvunum sambært klædningstjúktini. 2) Útgerðin tekur kúluskrúvukili jarnbilstillingarbygnaðin til at stilla rullubilið, og linjurætta ferðin verður stillað av frekvensumformaranum fyri at fáa stigleysa ferðregulering. |
|
2. |
skipna |
"Munn" steypibogi, allur botnurin, tvær rullur upp og niður vatnrætt skipan |
|
3. |
Maskinhús |
Kalt-rullað ark, 1,5 mm ella meira |
|
4. |
Legublokkurin |
45# stoypt stál við stillaðum stuðulsblokki frítøkutóli |
|
5. |
Høvuðslegur |
Myllulegur |
|
6. |
Legusmyrjing |
Smyrjifeitti við høgum hita |
|
7. |
rulla |
1) Rulluspesifikatión (rulluflatatvørmál * rulluflatabreidd) : 400 * 450mm 2) Effektiv breidd á rulluflata: 420mm 3) Rullutilfar: 9Cr3Mo (Cr3-røð hálegering kaldrullustál) 4) Rullukroppssløkkiharðleiki: HRC66-68, restin av sløkkiviðgerðini HS40-45 5) Rulluherðing: HB280-300 6) Sløkkilagsdýpi: 22 ~ 26mm 7) Serlig viðgerð av rulluflata: harð krompláting á yvirflatuni, kromplátingartjúkt Størri enn ella javnbjóðis 0,18mm 8) Rulludiameturhopp: Minni enn ella javnbjóðis ±0,001mm (uppdagað á slípimaskinuni) 9) Rulluflata ráleiki: Ra Minni enn ella javnur við 0,02. 10) Rullusylindrisitetur Minni enn ella javnur við ±0,001mm 11) Samlað eingin-lastdiametur útkoyring: Minni enn ella javnbjóðis ±0,002mm; 12) Tvørmunur á ovaru og niðaru rullum: Minni enn ella javnur við 0,02mm Rullukroppur og akselháls ultraljóðeftirlit, eftirlitsstandard GB-T13314-2008, flokkur A ella hægri kvalifiserað. |
|
8. |
Sendiháttur |
Ovaru og niðaru rullurnar í universellari kopping eru ávikavist drivnar . |
|
9. |
Rullukoyring |
Dupultur motorur + sykloidalur pinnhjól reduktorur koyrir rullurakstur |
|
10. |
Høvuðsmotorkraft |
8KW (2 *4KW 380v 50Hz) |
|
11. |
Hitatólið |
Oljuhitamaskinan verður hitað áðrenn rullað verður, og hitin er stillaður frá 50 stigum til 150 stig . |
|
12. |
Hydrauliskur sylindari |
Sylindartvørmál φ200mm*2 slag 10mm |
|
13. |
Tvey rullulinjutrýst |
0,45 ~ 4,5t/cm |
|
14. |
Rullubilsstillingarháttur |
Miðkíla stigmotor til at stilla hydrauliska konstanta trýsttrýstið |
|
15. |
Rullubilistilling |
Stillingsøki 0 ~ 3mm, online stilling (eingin trýstlætta), rullubilsstillingarneyvleiki 0,001mm, vístur á berandi skjálvtanum |
|
16. |
Arbeiðstrýst |
1) Trýstháttur: høvuðshydrauliski sylindarin er settur undir ovastu 2) Hydraulisk skipan: ein hydraulisk støð við støðugum trýsti Mesta trýst á hydrauliskari skipan: 50MPa |
|
17. |
Trygdarvernd |
Føði hondverja, neyðstoppknappur |
|
18. |
Reingerð av rulluflata |
Ein dýpdarstillandi blaðstillingartól er tikin við, blaðið er av knívslags konstruktión, og skraparin er tætt við rulluflatuna fyri at taka rullulímið av, og har er ein savningarkassi, og blaðið verður reinsað í tveimum settum av ovaru og niðaru rullum . |
|
19. |
Rulluturki (bert negativ elektroda) |
1) Leikluturin hjá rullugnígginum er at turka rulluflatuna av kleyvdum rulludusti, rullutilgongdin kemur ofta fram í grafitt negativu elektrodublaðnum í rullutilgongdini av tilfarsdropafyribrigdinum, pulvurið er í grundini fest á rulluna omanfyri rullupressuna, so sum ikki particle er tíðin av the, festa seg á næstu negativu yvirflatuna, skaða elektrodublaðið orsakað av battarínum í trygdartrupulleikar í løðing og útløðingargongdini. 2) Rulluturkitólið fevnir um motordrivtól, vinstru og høgru sveiggjplátu og rennimekanisme, sum bindur tey bæði saman, og rulluturkitólið fevnir um turkitólið, sum er samsvarandi rulluflatuni á rullupressuni og eitt stýritól, sum stýrir fjarstøðuni og rulluflatuni á rullupressuni hvørfall rørsla av rulluturkitólinum, og stýrir turkitólinum við at stilla sylindaran Fjarstøðan millum rullutólið og rulluflatan fær effektina av at taka pulvur burtur. 3) Magn: 2 sett (1 sett til hvørja ovara og niðara rullu) 4) Rullubreidd: sama sum breiddin á rulluflatanum Nýtslukrøv: Rulludúkurin skal skiftast javnan í neyvum samsvari við tilgongdarreglurnar (skiftisringrásin av rulludúkinum er ásett eftir økisnýtslustøðuni og hvussu nógv reingerð av rulluflatanum er). |
Vindari
|
Nei |
Lutur |
Tøkniligur parametur |
|
1. |
Funktiónsyvirlit |
Avsnúningsmaskinan verður brúkt til at standa fyri rullaðu spoluni og avreiða hana . |
|
2. |
Bygnaðarligur formur |
Samlað 45 # síðupanelkonstruktión, tjúkt 30mm, kromplátað yvirflata |
|
3. |
Lastingar- og losingarháttur . |
Manuel lasting og lossing . |
|
4. |
Snúningsstuðul |
Uppblásilig 3-tumma uppblásilig aksli við uppblásiligum byrsu, stuðlað í báðum endum |
|
5. |
yvirrulla |
Aluminiumslegering valsað, yvirflatuoxideringsviðgerð HV700 |
|
6. |
Móttøkupallur |
5) Dupult trýststangur, ein skerjispor, manuellur fóðringarpallur; 6) Virksemi: Hon verður nýtt til spjaðing, tá ið stongplátan verður brotin ella skift út undir rullgongdini fyri at minka um burturkastið av stongplátuni; 7) Samanseting: herundir spjaðsplátu, trýststangur, sylindar, leiðararulla og aðrar partar av avsviklamaskinutólinum sum eitt; Stýring: Sylindarin verður stýrdur av elektromagnetiska pneumatiska ventilin til at spenna og loysa stongplátuna |
|
7. |
Fráviksrættingarskipan |
Infrareyð ljós-elektrisk rætting, stýringsneyvleiki Minni enn ella javnur við ±0,2mm |
|
8. |
Spenningsstýringarskipan |
1) Spenningsstillingsøki: 0 ~ 200N 2) Spenningsstýringarneyvleiki: Minni enn ella javnur við ±5N (støðugur rakstur av útgerðini) |
|
9. |
Buffertól |
4) Funktión: minka um jitter á stongplátuni í rulltilgongdini fyri at forða fyri brotnum bandi 5) Samanseting: fast leiðslurulla, rullandi leiðslurulla, linjurætt leiðsluskina, fastur stuðul, íroknað vibratiónsminking framman og aftan tveir partar 6) Meginregla: Stongplátan kann minka um flatrið á stongplátuni og forða fyri stongbrotbeltinum við at rulla leiðslurulluna |
|
10. |
Koyriháttur |
Motorurin koyrir uppblásiliga akslin fyri at fremja vindingar |
|
11. |
Stýrisskipan |
Stilla funktiónsrakstrarknappið |